耐摩耗性・防音性・電気絶縁性に優れたウレタンコーティングとフッ素樹脂コーティングをはじめとする各種樹脂コーティング、ステンレス電解研磨のことなら名古屋ポリマーセールスにお任せください!
〒452-0962 愛知県清須市春日川中144番地


当社だからできること
ADVANTAGE
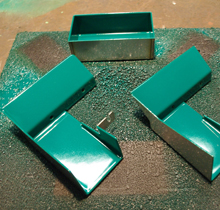
耐摩耗・騒音防止コーティング
URETHANE COATING(ウレタンコーティング)
ウレタンコーティングをはじめ、各種樹脂コーティング(各種フッ素樹脂・ポリエチレン・ナイロン)・各種樹脂ライニング・
電解研磨・精密ショットピーニング・ショットブラスト等の総合表面処理を行っています。
またエンジニアリングプラスチックの加工 / 販売・原料販売や、その他の表面処理も可能です。
国内外を問わず、加工技術提携先・代理店がございますので、お困りのことがございましたらお気軽にご相談ください。
事業案内
BUSINESS
その他のコーティング
・フッ素樹脂コーティング加工 / テフロンコーティング加工
・その他樹脂コーティング(ポリエチレン・ナイロン・塩化ビニル)
・樹脂ライニング加工(ウレタンゴム・シリコンゴム・ゴム)

液体・気体を除くどんな素材にも施工可能!ウレタンコーティングは、全て常温硬化タイプで熱加工はいたしません。 使用可能温度は、-30度~100度までです。

各種樹脂ライニング・電解研磨・精密ショットピーニング・ショットブラスト等の総合表面処理や、その他の樹脂コーティング・樹脂加工も承ります。





お知らせ
INFORMATION
- 2017.07.28
- 原材料の販売や技術支援も行っております。
- 2017.07.28
- 運び出しが難しい大物の現地施工もいたします。
- 2017.07.28
- その他の表面処理加工も可能です。(電解研磨・ショットピーニング・ショットブラストなど)
- 2017.07.28
- ウレタンコーティングのことなら当社にお任せください。
- 2017.07.28
- ホームページをリニューアルいたしました。